引言:锂电池行业的粉尘爆炸风险
近年来,随着新能源行业的快速发展,锂电池生产过程中的粉尘爆炸风险日益突出。由于锂粉、镍粉、钴粉等活性金属粉尘具有极高的可燃性,一旦在空气中达到一定浓度并遇到静电或火花,极易引发爆炸事故。
2023年某知名电池厂因除尘系统失效导致粉尘聚集,引发爆燃事故,造成严重损失。这一案例警示我们:锂电池车间的粉尘治理,必须采用专业的防爆除尘设备,而ATEX认证是确保设备安全性的关键标准。
一、锂电池粉尘爆炸的三大诱因
- 高活性粉尘:锂、镍、钴等金属粉末遇空气易氧化,且最小点火能量(MIE)极低,轻微静电即可引燃。
- 密闭空间聚集:车间通风不良或除尘系统失效时,粉尘浓度可能达到爆炸极限(如锂粉爆炸下限约20-50g/m³)。
- 静电与火花:设备摩擦、金属碰撞或电气设备短路均可能成为点火源。
案例参考:某深圳锂电池企业因使用非防爆型除尘器,导致铝粉爆炸,直接损失超千万元。
二、ATEX认证除尘设备的关键技术要求
1. 防静电滤材
- 采用导电纤维滤袋或防静电覆膜滤筒,确保表面电阻≤10⁹Ω(ATEX标准),避免静电积聚。
- 适用于锂电行业的PTFE覆膜滤材,可有效拦截超细粉尘(PM1.0以下),同时具备抗化学腐蚀性。
2. 泄爆装置(Explosion Venting)
- 爆破片(Rupture Disc):在爆炸压力达到设定值时自动破裂,释放压力,保护设备主体。
- 无焰泄爆系统(Flameless Venting):通过金属丝网阻隔火焰,防止二次爆炸。
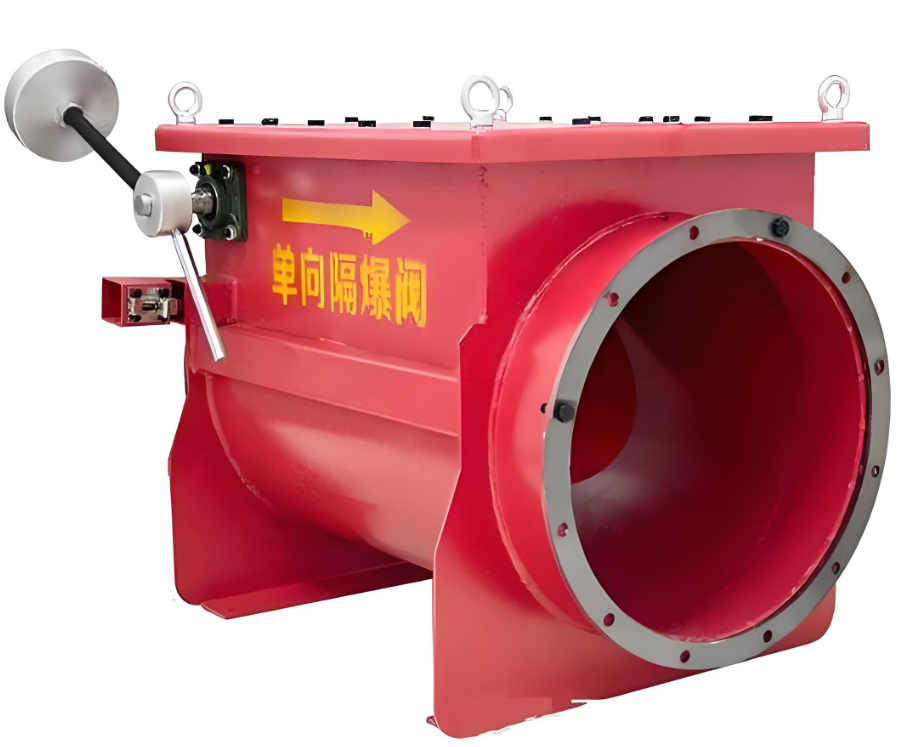
3. 隔爆与抑爆系统
- 隔爆阀(Explosion Isolation Valve):在探测到爆炸波时瞬间关闭管道,阻止火焰蔓延。
- 化学抑爆(Suppression System):通过高速喷洒灭火剂(如NaHCO₃),在毫秒级内抑制爆炸。
4. 整机防爆设计
- 电机、传感器等电气组件需符合ATEX Zone 21/22(粉尘防爆区域)认证。
- 设备外壳采用接地设计,避免静电累积。
三、如何选择适合锂电池车间的除尘设备?
1. 明确防爆等级要求
- ATEX 2014/34/EU(欧盟标准)或NFPA 69(美国标准)认证设备更可靠。
- 确认设备适用于Zone 21(高风险粉尘环境)。
2. 匹配车间工况
- 风量计算:根据产尘点数量、粉尘特性设计风量,避免吸力不足或能耗过高。
- 滤材选择:锂电粉尘具粘附性,优选PTFE覆膜滤筒,清灰更彻底。
3. 考察供应商资质
- 优先选择有锂电行业服务经验的厂商(如某深圳环保设备企业曾为CATL、比亚迪等提供防爆除尘方案)。
- 要求提供防爆测试报告及成功案例。
四、深圳环保设备市场趋势
随着深圳及大湾区新能源产业的扩张,本地环保设备商正加速技术升级:
- 智能化监控:集成粉尘浓度传感器+PLC系统,实时预警爆炸风险。
- 模块化设计:便于产线改造,适应不同规模的锂电池车间。
结语:安全投资即是降本增效
锂电池企业的粉尘治理,绝非简单安装除尘器即可,必须从防爆设计、滤材选择、运维管理等多维度把控。选择ATEX认证除尘设备,不仅能合规生产,更能避免重大安全事故,长远降低停产与赔偿风险。
深圳地区企业可优先考察本地具备ATEX项目经验的环保服务商,确保设备适配性与售后响应速度。