



一、案例背景
蓄热式热氧化炉(RTO)是工业VOCs(挥发性有机物)治理的核心设备,但其运行过程中燃气消耗较高,长期使用会增加企业环保治理成本。为响应国家“双碳”政策,某化工企业联合博峰环保对RTO系统进行节能改造,采用余热回用技术,成功降低燃气消耗15%以上(数据参考《工业炉窑大气污染综合治理方案》生态环境部2019年标准),年节省能源成本超50万元。
二、问题分析
- RTO传统运行模式能耗高
- RTO在燃烧VOCs时,高温烟气(通常800~1100℃)直接排放,造成大量热能浪费。
- 新鲜空气直接进入燃烧室,需额外消耗天然气加热至反应温度(>760℃),燃气费用占比高达运营成本的60%。
- 企业痛点
- 燃气价格波动,环保运行成本持续上升。
- 未满足《工业涂装工序大气污染物排放标准》(GB 37824-2019)对VOCs治理设施的能效要求。
三、节能改造方案
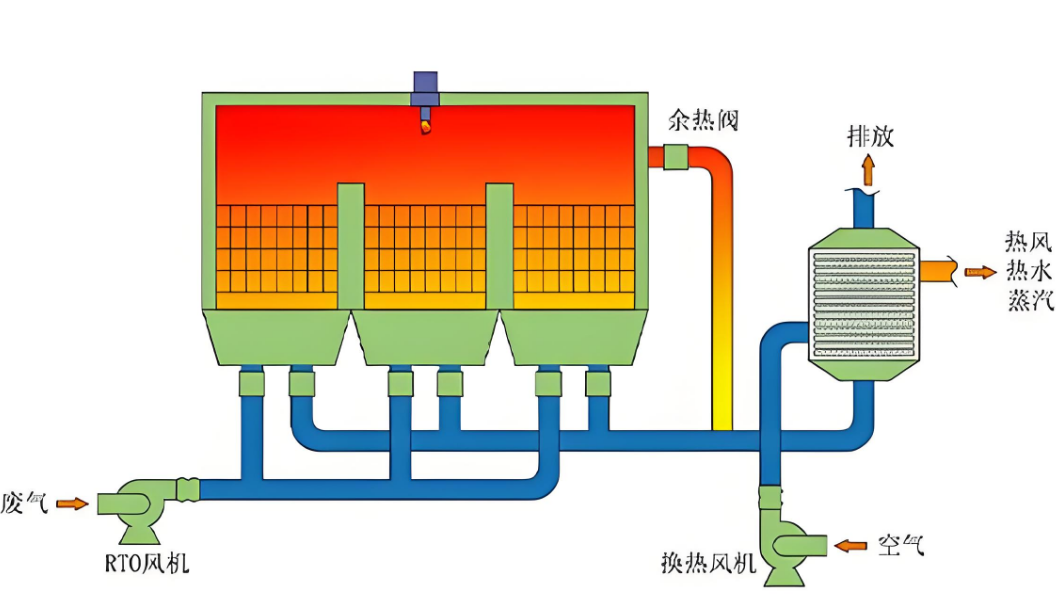
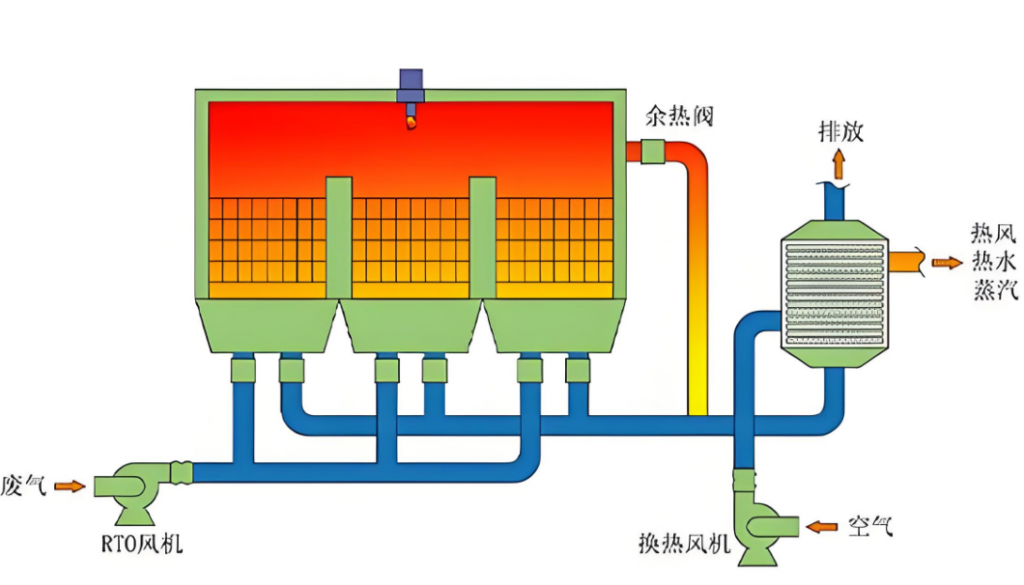
1. 技术原理:余热回用+换热器预热
- 增加高效板式换热器,利用RTO排放的高温烟气(约300℃)预热新鲜进气,使进气温度提升至200~250℃,减少燃气加热需求。
- 优化热交换效率,采用耐腐蚀不锈钢材质,确保换热效率>75%(参考《换热器设计手册》行业标准)。
2. 关键改造步骤
✅ 烟气余热回收系统:在RTO排烟管道加装换热器,回收废热。
✅ 智能温控调节:通过PLC自动调节预热温度,避免超温或换热不足。
✅ 系统能效监测:加装燃气流量计和温度传感器,实时优化燃烧效率。
四、改造效果
| 指标 | 改造前 | 改造后 | 优化幅度 |
|---|---|---|---|
| 燃气消耗量 | 100% | 85% | ↓15% |
| 年运行成本 | 300万元 | 255万元 | ↓45万元 |
| 碳排放量 | 基准值 | 减少12% | 符合碳减排要求 |
核心收益
✔ 经济性:投资回收期<2年(按天然气价格3.5元/m³计算)。
✔ 环保性:减少燃气燃烧带来的CO₂排放,助力企业绿色认证。
✔ 稳定性:预热后燃烧室温度更均匀,延长RTO蓄热陶瓷寿命。
五、行业应用前景
该技术适用于化工、涂装、制药、印刷等高VOCs排放行业,尤其适合:
- 连续生产型企业(24小时运行,节能收益更显著)。
- 燃气成本占比高的RTO用户(如天然气管网覆盖不足地区)。
六、博峰环保的差异化服务
- 定制化设计:根据企业排气量、成分、温度等参数匹配最佳换热方案。
- 智能运维支持:提供远程监测系统,动态优化余热回收效率。
- 政策合规保障:确保改造后排放仍符合《大气污染物综合排放标准》(GB 16297-1996)。
结语
余热回用技术是RTO节能降耗的成熟路径,博峰环保已成功为20+企业实施类似改造,平均节能率12%~18%。如需获取免费能效评估或案例详情,请联系我们的技术工程师!